电话:13536311318
邮箱:125765202@qq.com
网址:asqyw.org
地址:惠阳区镇隆镇甘陂村特育地段大欣公司厂房D幢
保温水箱加工工艺及其工程验收方式
1.形板的压边应做到4cm,以保证储水箱的抗压强度。
2.制成品储水箱的组装焊接要圆润,外界组装的电焊焊接务必整平、均匀,无焊瘤、无出气孔。内部电焊焊接的焊接务必保证没有渗漏,而且规定一次性电焊焊接取得成功没有渗漏。储水箱现浇板的电焊焊接,规定焊透,不应该有漏焊或是焊接,夹角一部分也应焊透。电焊焊接务必选用亚氩弧焊和不锈钢焊条开展电焊焊接,禁止不标准电焊焊接实际操作。
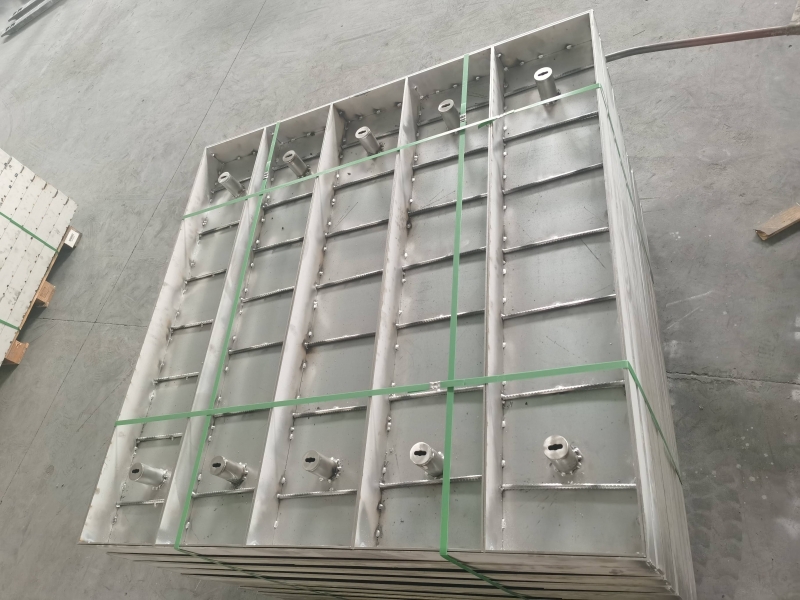
3.保温水箱内撑,应叠成“凹”形或“角钢”形,而且无毛边、快口。支撑点的电焊焊接应焊透,禁止焊接,以保证支撑点抗压强度。支撑架的间隔一般不超一米,规格应合乎抗拉力抗压强度的规定。独特高宽比的储水箱,应相对应变大支撑架的规格。
4.保温水箱汽车底盘应选用10号槽钢开展电焊焊接,要保证整平,并且用水准仪地面找平。
5.保温水箱的进水管、排水口,应选用SUS304不锈钢板无缝管和不锈钢封头电焊焊接。
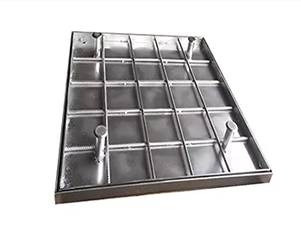
6.保温水箱的人孔盖生产加工,应美观大方、光滑、无快口,而且务必焊透,安装后电源开关灵便。人梯的原材料要保证人到攀梯时的承担抗压强度,确保总宽高于或等于400mm,电焊焊接与制做应留意美观大方、光滑。

不锈钢隐形井盖厂家保温水箱工程验收
1.外型检测无生锈、零污染。
2.灌满水24小时,壳体无显着形变,焊接处无渗、渗水状况为达标保温水箱。